我们就触觉表面测量技术的局限性以及非接触式方法的机遇,采访了德国埃尔朗根-纽伦堡大学的阿尔伯特·韦肯曼教授。
Polytec 贵公司的总部设在瓦尔德布龙,您本人也是在瓦尔德布龙出生的。我们能否说瓦尔德布龙以培养计量学专家而闻名?
这是一个很好的开场问题。嗯,我们都在致力于让瓦尔德布龙恩成为计量学的核心地带。随着Polytec 的成立,瓦尔德布龙恩被誉为高质量计量学的摇篮。当我决定全身心投入计量学领域时,为了结识志同道合的人并寻找合适的技术科研环境,我当时还不得不“远走他乡”。
如今,Polytec 既是年轻专业人士的“孵化器”,也是一家蓬勃发展的公司。这向我们的年轻研究人员展示了在计量学领域可以取得多大的成功,同时也展现了光学测量技术是多么引人入胜。
因此可以肯定地说,瓦尔德布龙(Waldbronn)的氛围营造出一种全球性的成功环境,这种环境至少对计量学有利,并为感兴趣的人提供了广阔的前景。如今,人们已无需为了在计量学领域发家致富而“远走他乡”了。
在制造业中,尽管光学方法具有诸多优势,但大多数表面的测量仍主要依靠接触式测量技术。您认为制造业计量领域为何仍以接触式方法为主?又该采取哪些措施才能提高光学方法的接受度?
这有其历史原因。表面参数的定义最早可追溯至上个世纪中叶,当时专家界对接触式方法深信不疑。其他方法当时根本不存在。那时既没有光电子技术,也没有计算机。当时只能定义接触式测量参数来规定工件表面,这些参数被纳入标准,并标注在技术图纸上,同时注明当时可用的测量仪器。
此后,在表面要求、制造工艺和测量技术方面,技术都取得了长足进步。当定义明确、确立并标准化的参数发生变化时,从标准化、设计、制造、质量保证到测量技术及结果解读的整个链条,都必须跟上发展的步伐。
几乎所有参与规格制定、制造和质量保证的人员,如操作员、技术人员和工程师,都必须接受再培训,这也引发了一个问题:那些“旧”的技术图纸是否仍然有效?因此,从事生产测量技术的人员之所以持非常保守的态度,是有充分理由的。
因此,光学方法目前正非常谨慎地引入到表面测量技术中。只有通过旨在增强用户信心和接受度的措施,才能在一定程度上加快其普及进程。这反过来又意味着需要对贸易展会、印刷材料、测量案例、研讨会、培训课程等方面进行投资。
作为计量领域的专家,您认为光学表面测量技术有哪些优势能为终端用户带来最大效益?
其优势涵盖从快速的二维应用,到以极高点密度捕获三维表面形态。此外,评估流程应与产品功能相匹配。遗憾的是,在大多数情况下这一点并未得到落实。
如今,工业界对接触式测量技术最为熟悉;一旦引入光学测量等新方法,用户总是希望对结果进行比较。然而,这些结果并不总是能够直接比较。关于比较两种不同测量技术所得结果所需的条件,您有何见解?
最好不要试图将结果相互比较。这种比较在各个方面都会产生误导。顺便问一下,测量结果能用来做什么?如果要确定预期功能,那么许多标准化参数(如Ra、Rq、Rz等)对此几乎毫无用处。
没有人能够也不应该试图取代接触式测量技术。在该技术已成熟的应用领域,它将继续被采用。更明智的做法是,将光学数据采集的诸多优势应用于新领域,并扩展计算机化评估功能,从而能够预测预期功能的实现程度。
表面表征有多种光学方法,每种方法都有其优势和局限性。最终用户希望看到结果,换言之,其目标是基于测量结果对产品或工艺进行表征。从这一角度来看,您如何定义能满足最终用户需求的测量结果?
表面测量主要有两个目标。一是预测功能性,换言之:它能多好地满足功能要求;二是纠正生产工艺。当测量在现行环境条件下,以工艺管理所需的时间框架内,以必要的精度提供预期和所需的信息时,终端用户便会感到满意。
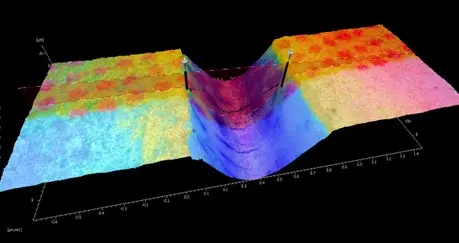
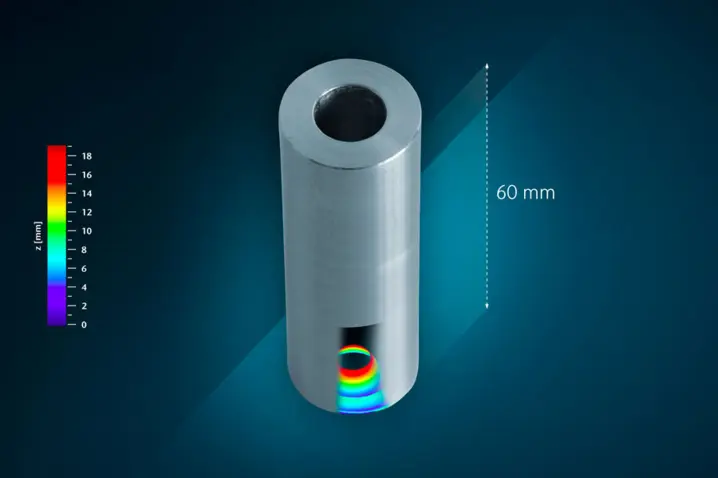
Polytec该公司的光学表面测量仪器基于白光干涉测量原理工作。然而,与其他制造商不同的是,该仪器能够以精细的垂直分辨率获取大测量区域(最大可达 30 × 40 毫米)。这些高精度数据可快速获取,这对于需要进行功能导向型表面表征的应用尤为重要。作为技术表面功能导向型表征领域的先驱,该技术还能为终端用户带来哪些其他益处?
用户必须根据其测量任务选择最合适的方法。
需要考虑的参数众多:应测量工件的哪个区域?材料是什么?表面功能如何?制造工艺如何?制造工艺的参数如何?预期表面形貌如何?环境条件如何?是否需要集成到网络中?是否与“工业4.0”架构连接?以及更多因素。
无论在何种情况下,用户都应在测量前考虑:是否确实有必要进行测量,以及如何将测量工作量降至最低。仅需对后续将进行加工的部位、文档记录所需的部位,或出现投诉或责任索赔时必须测量的部位进行测量。如果测量结果不会被进一步利用,则可以节省成本!

尽管(得益于光学方法)关于微米和纳米级产品信息的获取量正在增加,但工业界仍在尝试用宏观尺寸的方法来解决问题。您是GPS(几何产品规格)领域的专家,那么您如何看待GPS在这个新领域的发展前景?
GPS公差体系在未来肯定不可或缺;毕竟,我们不仅仅只有微纳米部件!
对于微纳米技术(例如分辨率处于纳米级范围的结构化表面),必须创造性地提出建设性解决方案——特别是开发一种与GPS兼容的规格体系,或者建立全新的公差体系。单纯缩减或微型化工艺和参数是远远不够的——考虑到物理定律——因为物理原理的特性要求采取其他措施。
例如,主要应用于宏观领域的旋转运动在纳米领域已不再适用。弹性扭转和弯曲运动正被越来越多地采用;这迫使我们开发新的思维方式,以实现功能要求并设计零部件。
您如何展望光学表面测量仪器的未来?
光学表面测量仪器的应用将稳步但缓慢地增长。
光学测量技术不会取代接触式表面测量技术,而是对其进行补充。
测量原理及其基于这些原理的测量技术已发展成为符合要求的高效测量仪器,并为进一步开发和适应具体用途奠定了坚实基础。
光学测量技术将在微纳米技术等领域得到越来越广泛的应用。随着仪器开发已达到较高水平,当前的重点必须转向评估。在针对参数进行功能导向的规格定义后,必须开发新的方法来验证所制造的组件,以便对其进行评估。
未来,没有人会对“数据坟场”感兴趣。应充分利用现有产品功能知识,使产品可靠性水平能够从测量结果中推断出来。
最后但同样重要的是:计量技术也必须适应“工业4.0”和“AMP 2”的要求。这对所有企业都是一个挑战,但对于那些以质量保证为导向的行业而言尤为如此。
我祝愿Polytec 好运,并愿其始终拥有应对这些挑战的正确思路。瓦尔德布龙周边地区——包括卡尔斯鲁厄理工学院(KIT)以及稍远处的斯图加特大学——凭借其充满热忱且雄心勃勃的科研机构,以及该地区众多的制造企业,构成了应对未来挑战的绝佳环境。
韦肯曼教授,感谢您接受本次采访,并祝您未来一切顺利。