MAN Energy Solutions Strategy:
The industries we serve account for a large part of global CO2 emissions. We realize that this provides us with enormous leverage to solve the emission problem. That’s why we get out of bed every morning.
Wir bei MAN Energy Solutions bieten im maritimen Bereich ein umfangreiches Motorenportfolio, Propeller- und Achterschiffsausrüstung sowie Turbolader. Zuverlässigkeit ist in unserem Bereich essenziell und gerade auf Schiffen lebenswichtig. Im Rahmen der Entwicklung werden mittels Modaltests die Simulationsmodelle validiert, optimiert und bis zur Serienfreigabe der Bauteile begutachtet.
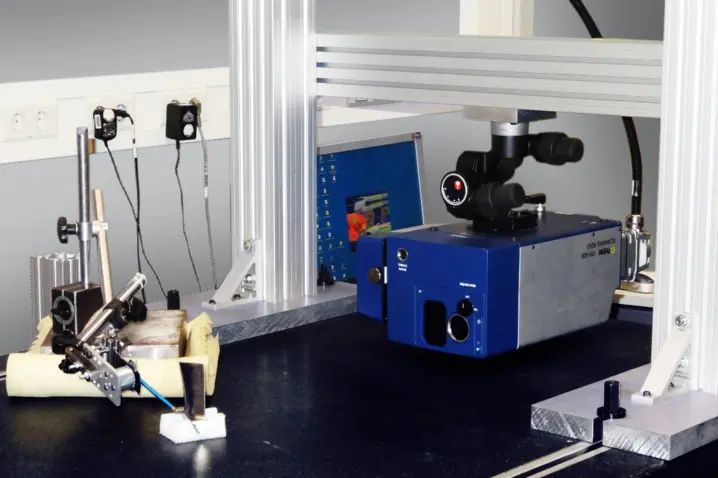
Zur Datenermittlung setzen wir hierfür ein Laser-Scanning-Vibrometer ein. Die Qualität der Messungen hängt in der Praxis von verschiedenen Faktoren ab. In diesem Artikel werden die Einflüsse auf die Messergebnisse systematisch untersucht. Diese Untersuchungen sollen als Handreichung für Praktiker in der Schwingungsmessung dienen.
Messaufbau
Die Einflüsse werden anhand von Komponenten von Abgasturboladern gezeigt. Diese sind sehr schwach gedämpft und weisen eine komplexe Geometrie auf, so dass in Messung und Simulation eine sehr hohe Modendichte auftritt.
Temperatureinfluss
Oft unterschätzt wird die Auswirkung der Bauteiltemperatur auf die Messergebnisse und damit auf den Vergleich mit der Simulation. Ursache ist der sich ändernde E-Modul.
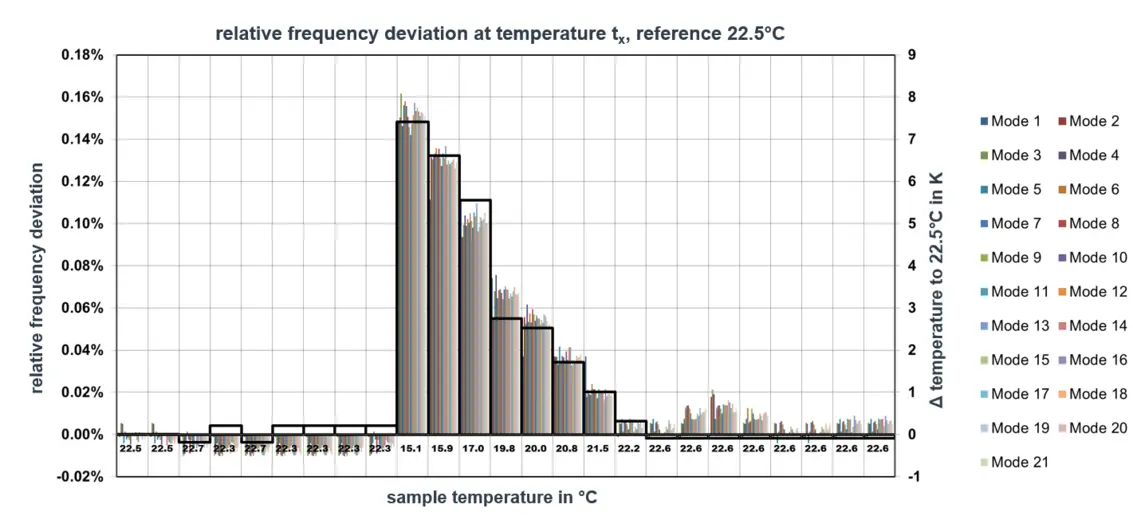
Die in Abb. 3 gemessenen Abweichungen können für den späteren MAC-Abgleich bereits signifikant sein. Hier zeigt sich auch der lineare Zusammenhang zwischen Frequenz und Bauteiltemperatur im untersuchten Temperaturbereich. Deshalb sollte der Temperatureinfluss rechnerisch abgeschätzt und während der Messung eine mögliche Abweichung der Bauteiltemperatur (oder der Raumtemperatur) protokolliert werden. Dies ist insbesondere bei hoher Messpunktanzahl oder hoher Frequenzauflösung und damit langen Messzeiten des sequenziell arbeitenden Scanning Vibrometers sinnvoll.
Abweichung der Gitterposition auf den MAC-Abgleich
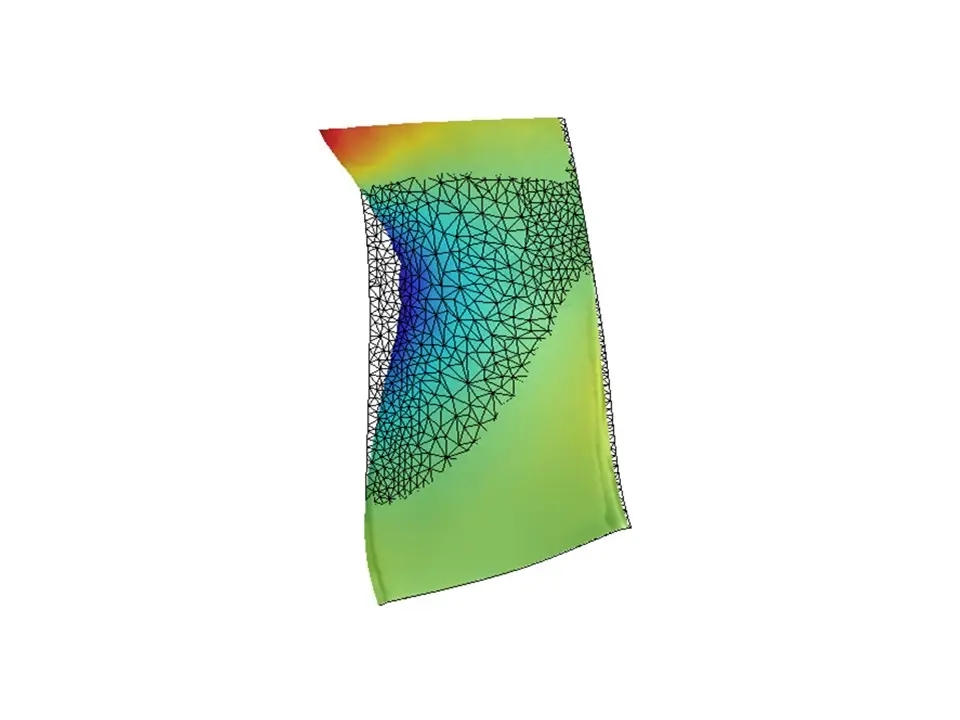
Das Ziel eines Modaltests ist die Validierung des Simulationsmodells. Das Modal Assurance Criterion (MAC) ist ein dafür bewährter Indikator. Durch den Vergleich der Eigenformen aus Rechnung und Messung wird der Grad der Übereinstimmung für jede Mode ermittelt. Werte >0.95 sind anzustreben.
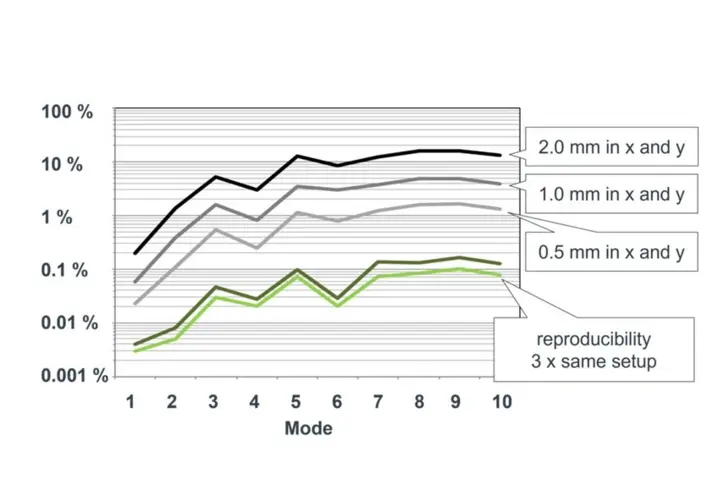
Der Versuchsaufbau hierfür war wie folgt: Das Messobjekt war eine Axialturbinenschaufel, deren Geometrie aus der FE in die PSV Software geladen wurde. Diese wurde dann in Schritten von 0.5, 1.0 und 2.0 mm zur Initialposition verschoben, und die Auswirkungen auf die MAC-Werte wurden beobachtet. Als Basis für die Bewertung diente die Streuung der MAC-Werte bei 3-maliger Einrichtung und Auswertung auf die Initialposition. Die Ergebnisse sind in Abbildung 4 dargestellt.
Im Ergebnis weichen die Werte mit zunehmender Mode und damit komplexeren Eigenformen stärker ab, und der Unterschied kann hier bis zu 20 % betragen.
Eine genaue Einrichtung des Messsystems (3D-Abgleich) und des Messobjekts ist daher für einen guten MAC-Abgleich essenziell. Andererseits heißt dies bei diesem Messobjekt von ca. 50 mm Größe, dass ein Einrichtefehler von 0.5 mm, also ca. 10 % der Prüflingsgröße, modenabhängig für einen Fehler des MAC-Wertes von ca. 0.02 – 1 % verantwortlich ist und somit bei der Betrachtung des MAC-Wertes vernachlässigt werden kann.
Randbedingungen: frei-frei
Nur wenn die Randbedingungen der Simulation im Test reproduziert werden können, wird der Test die gleichen Eigenfrequenzen und Eigenformen zeigen. Die vom Simulationsingenieur verwendete Randbedingung frei-frei ist in der Realität nur annähernd erreichbar. Der Test nähert sich so gut es geht an, aber evtl. vorhandene Abweichungen der Eigenfrequenzen zeigen, wie gut das gelungen ist.
Zwei „Frei-Frei“ Annährungen wurden verglichen:
- Lagerung in Hartschaum
- Lagerung in Gummibändern
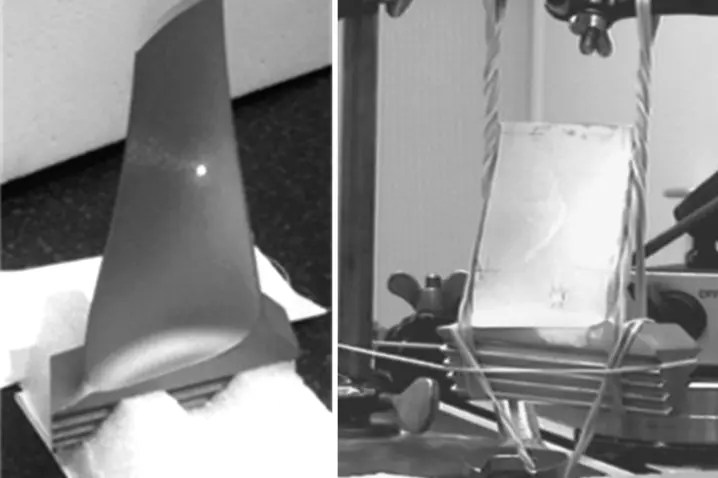
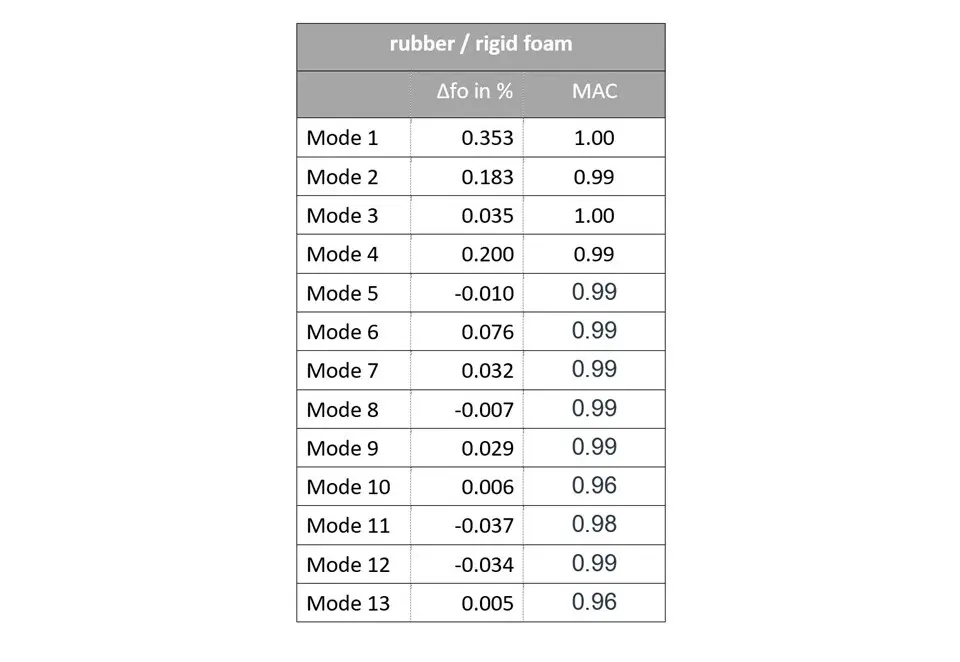
Vergleicht man die Frequenzabweichungen der beiden Lagerungen ist das Ergebnis eindeutig. Die Lagerung hat – in diesem Fall – keinen nennenswerten Einfluss. Wichtiger ist, dass die Lagerung im Hartschaum die Position zuverlässig hält, so dass auch bei Serienmessungen von mehreren Prüflingen mit einem einzigen 3D-Abgleich gearbeitet werden kann.
Einfluss der Realkontur zur Idealkontur (CAE-Daten)
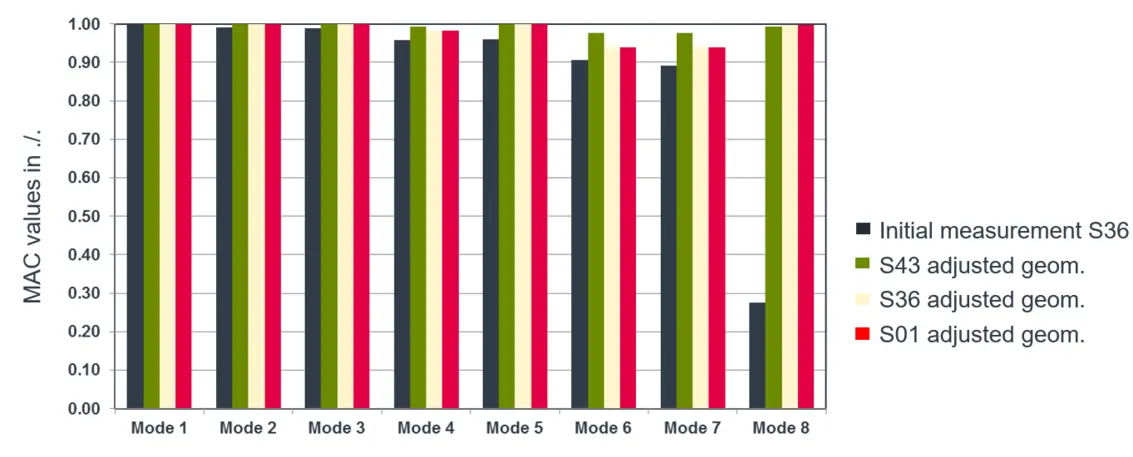
Wie in Abbildung 8 dargestellt konnte Mode 8 zunächst messtechnisch nicht erfasst werden (Initialmessung S36). Ursächlich war dafür der Unterschied zwischen der Ideal- und Realkontur. Nachdem die Prüflinge geometrisch vermessen und daraus neue FE-Modelle für die vorhandene Realkontur erstellt wurden, war der Abgleich bei den drei Prüflingen S36, S43 und S01 für diese Eigenform in einem hervorragenden Bereich.
Anregungsposition
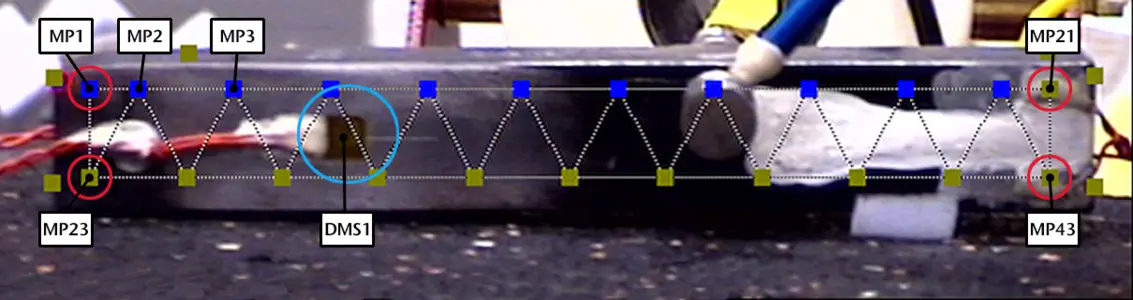
In einem Experiment an einem Biegebalken wird der Einfluss der Anregeposition auf die Übertragungsfunktion mittels DMS und PSV ermittelt. Angeregt wurde mit einem Modalhammer.
Als Referenz diente dabei nicht die Kraft, sondern die Schwinggeschwindigkeit, gemessen mit dem PSV Laservibrometer, so dass die Übertragungsfunktion H1 PSV / DMS als Kenngröße ausgewertet wurde.
Als Ergebnis zeigte sich in Abbildung 10, dass die Anregeposition zwar einen Einfluss auf die Schwinggeschwindigkeit hat, je nachdem an welcher Position der Balken angeregt wurde, nicht aber auf die Übertragungsfunktion H1 von Mode 1
Zusammenfassung
Der Temperatureinfluss bei Objekten mit temperaturabhängigem E-Modul ist nicht vernachlässigbar. Besonders bei umfangreichen Aufgaben mit langer Messzeit und instabilen Temperaturbedingungen muss dies beachtet werden.
Die Falschpositionierung des Messgitters auf einem Prüfling in einer Größenordnung von ca. 1 % (0.5 mm @ 50 mm) hat zur Folge, dass der MAC-Wert sich modenabhängig um 0.02…1.0 % ändert. D. h. MAC 1 ideal ändert sich zu MAC 0.998 … 0.99. Dies ist vernachlässigbar.
Hartschaum als Lagerung, um frei-frei Berechnungen an Turbinenschaufeln nachzustellen, ist absolut zulässig, damit ist gerade bei Reihenmessungen eine schnelle und einfache Positionierung möglich.
Sind Abweichungen der Realgeometrie von der Idealgeometrie möglich, müssen sie geprüft werden. Ggf. muss eine Rechnung mit korrekter Realgeometrie für den MAC-Abgleich nachgeschoben werden.
Durch Variation des Anregungsortes an einem Biegebalken konnte kein Einfluss auf die Eigenform festgestellt werden.