In den letzten zehn Jahren hat die LED-Technik im Bereich der UV-C-Wellenlängen erhebliche Fortschritte bei Effizienz, Haltbarkeit und Herstellungskosten erzielt. Diese Verbesserungen haben neue Anwendungen ermöglicht und die Kosten erheblich gesenkt, sodass UV-C-LEDs für den breiten Einsatz immer attraktiver werden. In Kombination mit UV-A liefert UV-C hervorragende Aushärtungsergebnisse für anspruchsvolle UV-Härtungsanwendungen.
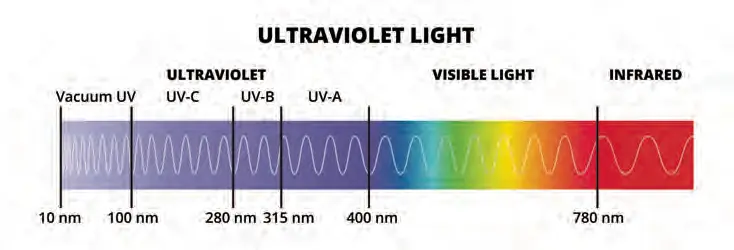
UV-Licht-Eindringtiefe nach Bandbreite
Unabhängig davon, wie UV-Licht erzeugt wird, dringen längere UV-A- (315 – 400 nm) und UV-VIS-Wellenlängen (400 – 445 nm) tiefer in Tinten, Beschichtungen und Klebstoffe ein, während kürzere UV-C-Wellenlängen (200 – 280 nm) an der Oberfläche absorbiert werden. Bezüglich der Härtung bewirkt UV-A und UV-VIS eine Durchhärtung, während UV-C die chemische Oberflächenschicht aktiviert, die der Atmosphäre ausgesetzt ist.
Eine unzureichende Durchhärtung kann dazu führen, dass die zu trocknenden Materialien weich bleiben und nur unzureichend am Substrat anhaften, während unzureichendes UV-C bewirkt, dass Oberflächen bei Berührung schmierig oder klebrig bleiben.
Eine gängige Methode zur Verbesserung der Oberflächenhärtung von Stoffen mit freien Radikalen besteht darin, ausreichend Energie im UV-C-Wellenlängenbereich bereitzustellen. Die kurzwellige UV-C-Energie dringt nicht in das Material ein, sondern liefert Härtungsenergie, die auf die Oberfläche einwirkt, um die Sauerstoffhemmung zu überwinden. Herkömmliche Quecksilberlampen sind Breitbandquellen (UV-C, UV-B, UV-A, UV-VIS, VIS und IR), während UV-LEDs schmalbandig mit spezifischen Peak-Wellenlängen sind: UV-A bei 385 und 395 nm, UV-V bei 405 nm sowie UV-C bei 275 nm.

Fortschritte in der UV-C-LED-Technologie
Vor zehn Jahren litt die typische optische Leistung von UV-C-LEDs (zwischen 260 nm und 280 nm) unter einem Gesamt-Wirkungsgrad von weniger als einem Prozent. Ein großer Teil der elektrischen Eingangsleistung ging als Wärme verloren, ein aufwendiges Wärmemanagement (Kühlkörper und Lüfter) war notwendig. Jüngste Verbesserungen in der Epitaxie, bei Substratmaterialien und der Chiparchitektur haben jedoch zu einer erheblichen Steigerung der Effizienz geführt: kommerzielle UV-C-LEDs können nun Wirkungsgrade von vier bis sechs Prozent erreichen. UV-C-LEDs der ersten Generation hatten in der Regel eine kurze Lebensdauer von weniger als 1.000 Stunden im Dauerbetrieb, was zum Teil auf Materialverschleiß, schlechte thermische Stabilität und ineffizientes Chip-Packaging zurückzuführen war. Diese Probleme schränkten ihre Eignung für viele Anwendungen ein, bei denen die kurze Lebensdauer in Verbindung mit hohen Austauschkosten ein Hindernis für den Einsatz darstellte. Neuere Verbesserungen in der LED-Technologie, darunter Herstellungsverfahren zur Verwendung von AlN-Substraten, Chip-Designs zur Optimierung der Epitaxieschicht-Strukturen und robustere Packaging-Lösungen, haben zu einer signifikanten Verlängerung der Lebensdauer geführt.
Derzeit bietet eine typische UV-C-LED eine Lebensdauer von über 10.000 Stunden bei 70 Prozent der ursprünglichen optischen Leistung (L70). Diese zehnfache Verbesserung ermöglicht eine kostengünstige Anwendung in Bereichen, die eine dauerhafte Nutzung erfordern, wie beispielsweise in der Automobilindustrie, bei medizinischen Geräten, bei der Glasfaser-Färbung sowie in der Entkeimung.
Obwohl UV-C-LEDs weniger Leistung erzeugen als UV-A-LEDs, erfordern typische Anwendungen UV-C nur als zusätzliche Energiequelle zu UV-A, sie sorgen für eine optimale Oberflächenhärtung. Tests in unserem Materiallabor haben gezeigt, dass ein Verhältnis von 12:1 zwischen UV-A- und UV-C-Energie eine ideale Gesamthärtung mit hervorragenden Oberflächenergebnissen liefert. Bei Verwendung einer Aushärtungsskala von 0 bis 5 erzielten UV-C plus UV-A eine klebfreie Oberflächenbewertung von 5, während die UV-A-Aushärtung allein zu einer sehr klebrigen Oberfläche mit einer Bewertung von 0 führte.
Zusammenfassung
Es hat sich gezeigt, dass mit den Verbesserungen in der UV-C-LED-Technologie die Probleme bei der Oberflächenhärtung überwunden werden. In Kombination mit einem UV-A-LED-System sorgt eine geringe UV-C-Bestrahlung in der Nachhärtung nicht nur für eine klebfreie Oberfläche, sondern reduziert auch den Gesamtenergiebedarf. Bei der Kombination von UV-C und UV-A können Änderungen an bestehenden Rezepturen vermieden werden. Entdecken Sie die wichtigsten Entwicklungen, die die Einführung von UV-C vorantreiben – und was sie für Ihren Produktionsprozess bedeuten.
Der Originalartikel erschien im Converter Magazine, Ausgabe Okt./2025, und hier bei Excelitas abrufbar.